全國咨詢熱線:18952034565
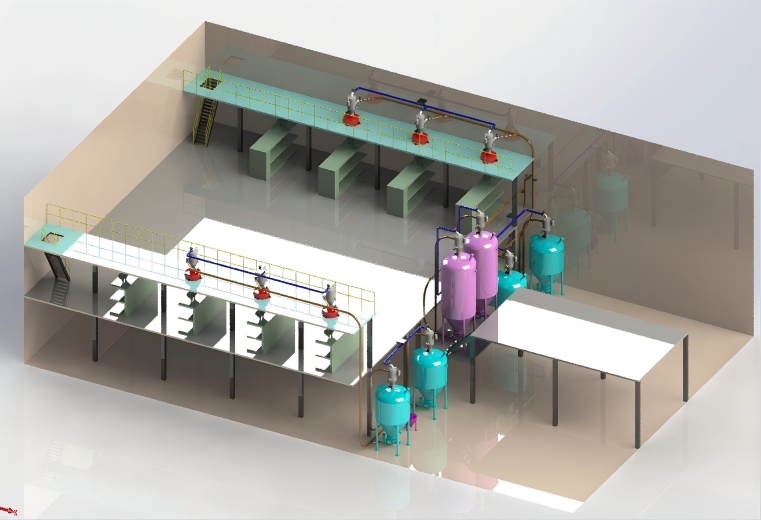
真空上料機是粉體、顆粒物料密閉輸送核心設備,常規負壓吸料作業易出現濾袋粘料、料倉架橋、下料堵塞、輸送效率衰減問題,配套集成式正壓吹氣自清系統,依托時序化氣壓補給、脈沖噴氣、腔體穩壓、破拱助流閉環動作,協同負壓吸料回路聯動運行,完成物料吸取、氣料分離、濾材清灰、料倉破拱、定量卸料全流程作業。整套系統獨立配置氣源調壓、電磁脈沖閥、儲氣包、導流吹氣管路、泄壓穩壓組件,區別于單一負壓回路,以間歇性正壓氣流破除物料粘附、壓實架橋問題,適配樹脂粉料、食品粉體、化工顆粒無塵輸送,運行時序閉環可控,適配自動化連續上料工況。
系統前置穩壓備氣,構建恒定潔凈正壓氣源基礎。真空上料機啟動后,獨立空壓機產出壓縮空氣,先經過多級空氣過濾干燥組件,除去水汽、油污、固體雜質,避免含水氣流受潮板結粉體,杜絕油污污染物料。處理后的潔凈壓縮空氣進入專屬儲氣包穩壓蓄能,調壓閥鎖定系統工作氣壓0.4~0.6MPa,維持氣壓波動差值小于0.05MPa,保障吹氣力度均衡穩定。同時單向閥隔絕上料腔體負壓回吸氣流,防止負壓倒灌排空儲氣包壓力,電磁脈沖閥處于待機閉合狀態,儲氣包完成蓄壓待命,與負壓吸料管路物理分區,實現吸料、吹氣雙氣路互不干擾,為后續脈沖吹氣、底部破拱儲備穩定氣源。
負壓吸料同步微量補氣,輔助氣料分離,優化物料進料流動性。設備進入吸料工序,主機風機抽取料倉內部空氣形成負壓,原料倉物料受氣壓差作用,沿輸料管道勻速進入分離料倉,完成氣料混合輸送。此階段正壓吹氣系統開啟低頻微量旁路補氣,側壁導流管路通入低壓正壓氣流,打散管道內抱團結塊物料,降低粉體管壁粘附力,避免物料貼壁堆積縮徑。同時均衡料倉內外氣壓梯度,避免負壓過大導致物料高速沖擊濾袋、嵌入濾孔,提前弱化粉體靜電吸附力,減輕后期濾袋清灰負荷,全程低壓補氣不破壞腔體負壓環境,不影響物料正常上料速率。
停機隔斷負壓,脈沖正壓反向吹氣,完成濾袋全自動清灰。單次吸料時長達標后,負壓風機延時關停,隔斷負壓進氣通道,腔體內部氣壓趨于平穩,電磁脈沖閥時序同步開啟,儲氣包高壓氣流瞬時釋放,形成定向脈沖正壓氣流。氣流由內向外反向吹掃覆膜濾袋、燒結濾筒孔隙,正向嵌附在濾孔內的超細粉體,受瞬時氣壓沖擊完全剝離回落至料倉底部,徹底打通濾材透氣孔隙。脈沖吹氣采用間歇式時序作業,單次吹氣時長0.1~0.3s,間隔2~5s分次噴氣,避免長時間直吹造成粉體二次揚塵懸浮,清灰無死角,無需人工拆卸清理濾材,保障濾材透氣通量恒定,維持長期穩定真空吸力。
倉底環形正壓破拱吹氣,破除物料架橋壓實,保障順暢下料。濾袋清灰完成后,卸料蝶閥開啟預備下料,此時高細度、高含水率粉體極易在錐段料倉形成拱形架橋、側壁掛料,無法自主下落。倉底環形吹氣管路開啟均勻正壓環繞吹氣,氣流沿錐體內壁切線方向噴射,擾動壓實物料堆積結構,破壞粉體顆粒間內摩擦力與靜電粘附力,打散固化料拱、側壁掛料。相較于機械振動破拱,正壓氣流無機械擠壓,不會粉碎完整顆粒物料,同時氣流可撫平下料偏心堆積,讓物料均勻匯聚至卸料口,配合蝶閥開合定量卸料,杜絕間斷下料、空料、堵料故障。
卸料泄壓閉環復位,氣路調壓歸零,進入下一循環工序。單次卸料完成后,卸料閥閉合,正壓吹氣系統延時吹掃2s,清理錐口殘留微量掛料,隨后脈沖閥、破拱吹氣閥同步關閉,儲氣包自動補壓蓄能。同時腔體泄壓閥小幅開合,平衡料倉內外大氣壓,消除腔體殘余正壓風壓,避免殘余氣流擾動下次吸料負壓穩定性。系統PLC時序模塊自動復位,校對負壓閾值、吹氣氣壓參數,整套吸料—清灰—破拱—卸料工序閉環完成,循環往復實現24h自動化無塵上料。
相較于手動振打清灰、機械破拱結構,正壓吹氣系統全氣動無機械接觸,故障率低、無塵無污染,適配食品、醫藥防爆粉體工況,可大幅延長濾袋使用壽命。運行管控核心要點:必須使用無水無油潔凈氣源,防止粉體受潮板結堵塞吹氣噴嘴;按需調節脈沖頻率與氣壓,輕質粉料調低氣壓,重質顆粒提升吹氣壓力;定期疏通環形吹氣噴嘴,避免物料返流堵塞管路。綜上,正壓吹氣系統以時序化備氣、旁路補氣、反向濾清、錐底破拱、泄壓復位五步工作流程,補齊純負壓上料堵料、粘料短板,提升真空上料機連續運行穩定性與輸送產能。
本文來源于南京壽旺機械設備有限公司官網 http://m.gamemax.com.cn/